As Sheet Metal Stock Hardness Increases The Clearance Between Punch And Die Should
Solved Most Sheet Metalworking Operations Are Performed A Chegg Com

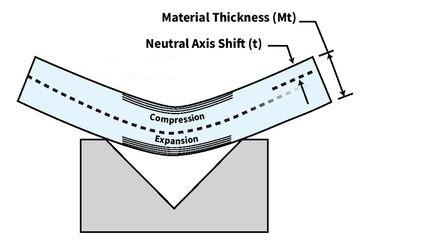
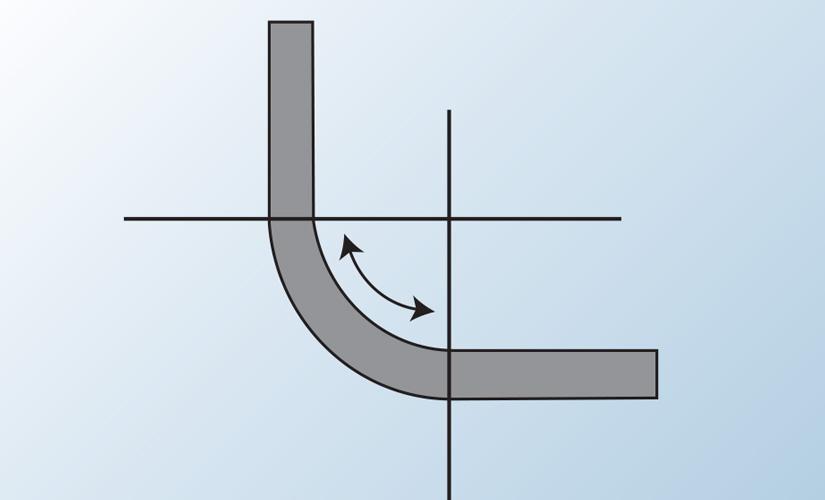
Bending Basics The Hows And Whys Of Springback And Springforward
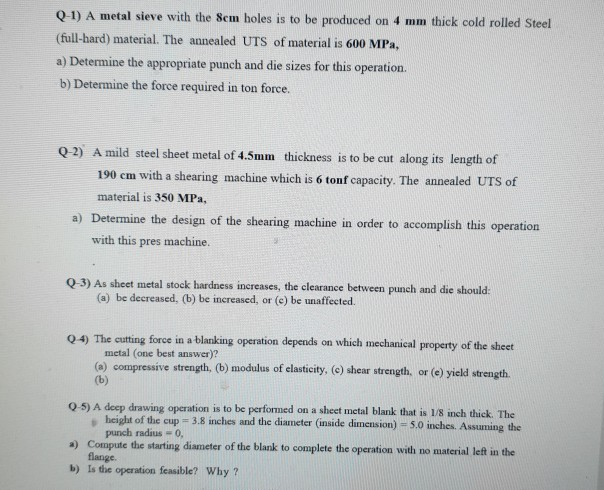
Solved Q 1 A Metal Sieve With The Sem Holes Is To Be Pro Chegg Com
K Factors Y Factors And Press Brake Bending Precision
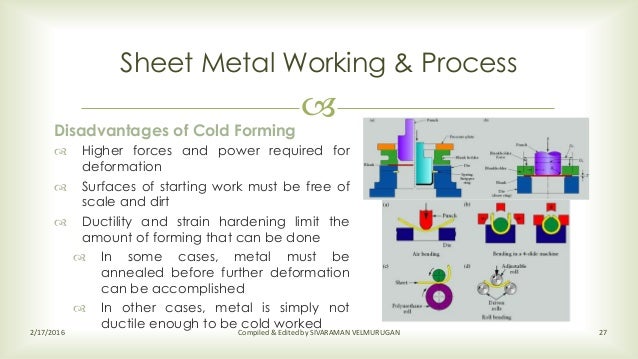
Sheet Metal Working Process

Spinning Sheet Metal Forming Process Of Shear And Tube Techminy
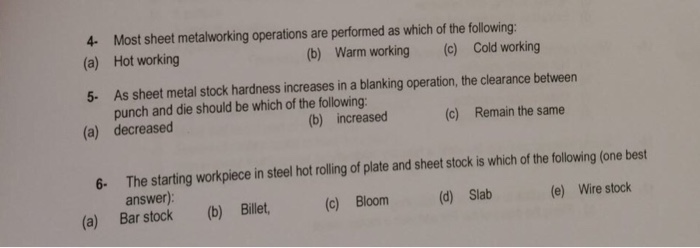
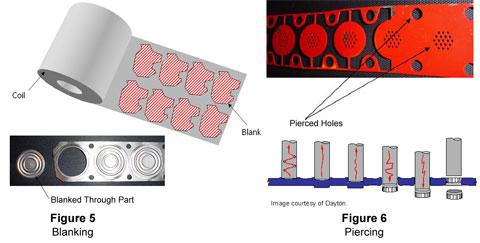
Increased 16 7 a circular sheet metal slug produced in a hole punching operation will have the same diameter as the a die opening or b punch.
As sheet metal stock hardness increases the clearance between punch and die should. Enter information about the stock you are punching in rows a b and c below. A circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch. I m not sure the hardness has that much of an effect on sheet. Increased a circular sheet metal slug produced in a hole punching operation will have the same diameter as a.
Use it to calculate die clearance required for perforating metals plastics and more. The life of the mold is shortened. 20 3 as sheet metal stock hardness increases in a blanking operation the clearance between punch anddie should be a decreased b increased or c remain the same. Determination of the punch and die clearance value.
For the determination of the die clearance value empirical formulas and charts are generally used. As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same. 16 6 as sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same. As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a.
The punching force increases. Each test result was recorded and a mathematical model was created. To prevent this try using backing plates behind the punch pads or retainers that match punch head hardness same hrc. Enter information about your punch in row d.
In any punching process you want as clean a cut as possible though it may be that the load required for a cut could increase and the. For more information please read proper die clearance. The stress of high speed stamping can cause punches to work into the retainer damaging both the punches and retainer. As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be increased a circular sheet metal slug produced in a hole punching operation will have the same diameter as the.
The die opening or b. Recommended punch and die clearance table see table 1 below the harm of too small clearance. B a circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch.

Bend Allowance Sheetmetal Me

A Review On Factors Affecting The Sheet Metal Blanking Process
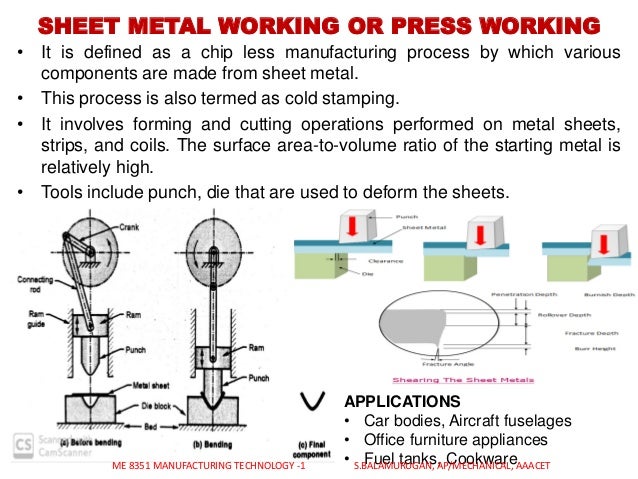
Sheet Metal Processes
Precision Sheet Metal Bending Bump By Bump
Metal Working Processes Ppt Video Online Download
Traditional Manufacturing Processes Casting Forming Sheet Metal Processing Cutting Joining Powder And Ceramics Processing Plastics Processing Surface Ppt Download

Bending Metalworking Wikipedia

An Ultrasonic Microforming Process For Thin Sheet Metals And Its Replication Abilities Sciencedirect
Unit 4 Sheet Metal Processes

Baileigh Br 22 Bead Roller Sheet Metal Roller Sheet Metal Fabrication Sheet Metal Tools
Https Www Lkouniv Ac In Site Writereaddata Sitecontent 202004032250570818prashant Engg Manufacturing Sheet Metal 3 Pdf

Sheet Metal Manufacturing The Definitive Guide Blog
Metal Forming Processes Full

Causes Preventation Of Defects Burr In Sheet Metal Component Pdf Free Download

Metal Forming Glossary S From Advantage Fabricated Metals

Sheet Metal Bending Hand Brake Machine Box And Pan Brake Sheet Metal Fabrication Metal Tool Box Sheet Metal
Https Www Protolabs Com Media 1020840 Design Essentials Sheet Metal Pdf

Get Rid Of Shearing Defects In 4 Steps Gasparini Industries
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau
Http Portal Unimap Edu My Portal Page Portal30 Lecture 20notes Kejuruteraan Mekatronik Semester 202 20sidang 20akademik 2020172018 Ent 20244 20manufacturing 20engineering 20processes Chapter 203 20forming 20processes Pdf

Project Reportcommon Bending Tool Design For Two Sheet Metal Compone

Drawing Ratio An Overview Sciencedirect Topics

Pdf An Expert System For Process Planning Of Sheet Metal Parts Produced On Compound Die For Use In Stamping Industries

Press Brake Dies Toolings The Ultimate Guide Machinemfg
Die Design Part 2 Cutting Operations Ppt Download

Processing

Sheet Metal Shop Practices Tm 1 1500 204 23 10 Pdf Fire Safety Corrosion

The Effect Of Sheet Metal Shearing With Pulling The Rivet On The Rivet Download Scientific Diagram

Pdf Design And Fabrication Of Drawing Die For Fly Press
Die Basics 101 Intro To Stamping

Baileigh Hydraulic Sheet Metal Shear 1 4 7 Ga X 52 Sh 5203 Hd Penn Tool Co Inc

Flanging 360 Tool Aircraft Spruce Tools Fabrication Tools Metal Working Tools
Fundamentals Of Metal Forming Ppt Download
Https Www Jstor Org Stable Pdf 44440292 Pdf

Sheet Metal Charcoal Rivets 2701 22342 Metallic Wallpaper Sheet Metal Wallpaper Samples

160t Nc Hydraulic Press Brake With E21 2500mm Sheet Metal Bending Machine For Sale Harsle Machine

Precision Custom Sheet Metal Fabrication Metal Fabrication Shop
Http Cdn Intechopen Com Pdfs 40081 Intech Stamping Forging Processing Of Sheet Metal Parts Pdf

Press Brake Change Over Cart 5 S Lean Productivity Tool Metal Bending Tools Press Brake Metal Working Machines

Press Tool Report Sheet Metal Industries
Sheet Metal Processes

Panel Beating Sheet Metal Book